欢迎访问浙江唯特利图伟管道设备有限公司网站!


发布时间:
22-04-08 07:56
浏览量:
液压滚槽机在对不同型号的钢管进行加工时,需要对滚花轮和压轮进行更换,并调节其相对位置。那么滚轮要怎么更换呢?以图伟滚槽机TWG-2 为例,具体步骤如下:
1.滚花轮的更换
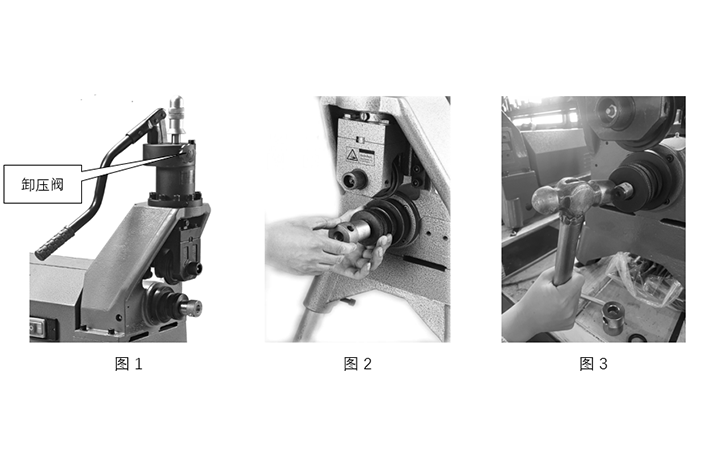
(1)逆时针旋转打开卸压阀,使压轮复位到最高位(图1)。
(2)逆时针旋转,松开主轴锁紧螺母,取出滚花轮(图2)。如因长期未使用.导致滚花轮拆卸困难,可用小榔头轻敲滚花轮前端(图3)。
(3)将相应的滚花轮装入主轴。为方便以后更换,建议在滚花轮和主轴配合面上涂覆一层润滑脂。
(4)将主轴锁紧螺母顺时针旋入主轴,将滚花轮锁紧。
2.压轮的更换
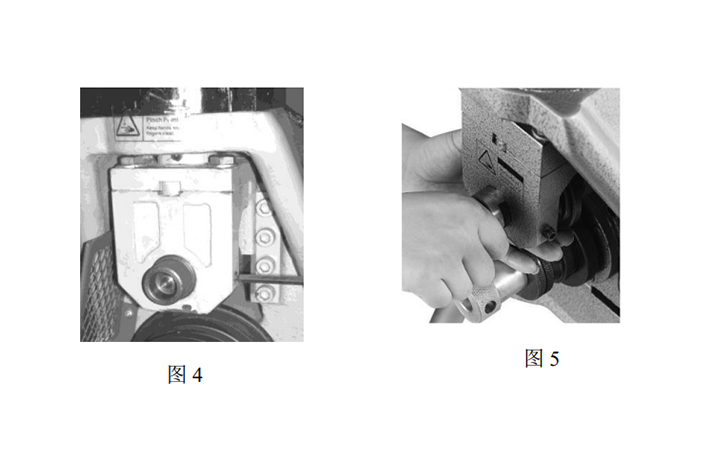
(1)松开压轮架侧面的紧定螺丝(图4)。
(2)一手托住压轮,另外一手拔出压轮轴(图5)。
(3) 一手将相应的压轮放到压轮架开档中(注意:有平面轴承的一面朝前)。另外一手插入压轮轴,并将压轮轴侧面的扁方与压轮架侧面的紧定螺丝对准。然后锁紧紧定螺丝。
3.滚花轮及压轮规格配对表
为了方便识别,我们在滚花轮及压轮上面都刻有相应的规格标记,安装时注意须要按下表配对。
|
压轮规格 |
滚花轮规格 |
适用的钢管范围 |
|
Φ60-Φ168 |
Φ60-Φ76 |
Φ60.3 - Φ76.1 |
|
Φ89-Φ168 |
Φ88.9 - Φ168.3 |
|
|
Φ219-Φ325 |
Φ219-Φ325 |
Φ203.2 - Φ323.9 |
以上为滚槽机更换滚花轮、压轮的方法,希望对你有帮助。浙江唯特利图伟管道设备有限公司是一家专注管道工具研发、生产、销售的高新技术企业,我们提供优质的产品,精准的服务,让客户满意是我们的最大的追求,如果你 管道工具方面的需求,欢迎随时联系我们。
上一页:
下一页:
相关新闻
热门推荐
浙江唯特利图伟管道设备有限公司
专业管道滚槽机切管机开孔机套丝机厂家
地址:浙江省台州市黄岩北城开发区北院大道22号
传真:0576-84715289
手机站
微信公众号